ТОВ «Обладнання для автоматизації Цзянсу Баоді»





Існує два види процесів екструзії
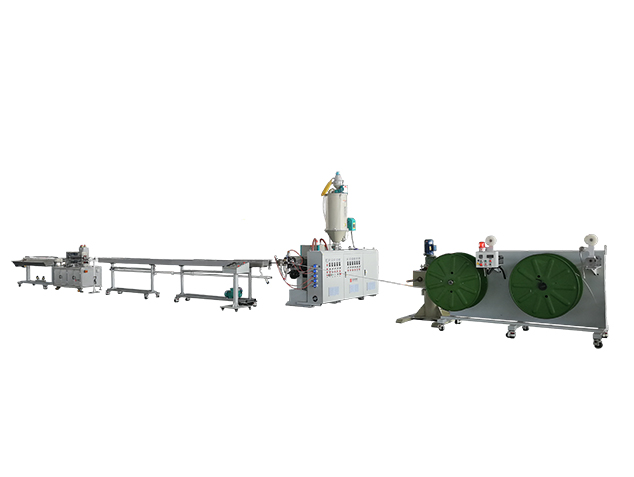
Двоетапний метод: екструзія та намотування внутрішнього шару труби → розмотування обплетення → розмотування покриття зовнішнього шару та намотування/різання;
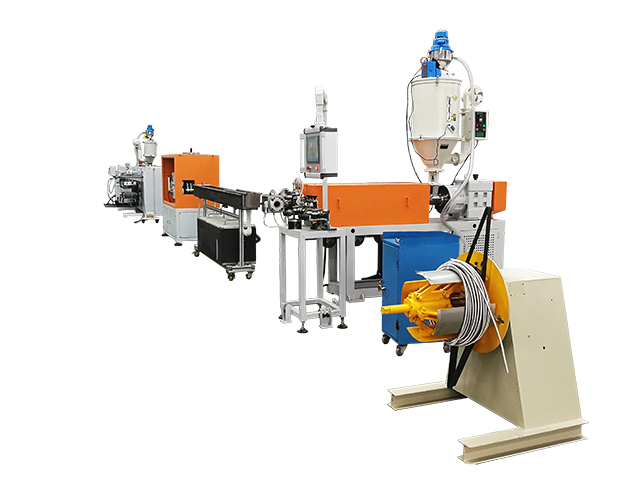
Одноетапний метод: екструдування внутрішньої трубки → онлайн-обплетення → онлайн-покриття, екструдування зовнішнього шару → намотування/різання.



Нашперевага

Особливості виробничої лінії
- Вся лінія оснащена повним сервоприводом для забезпечення стабільної роботи кожної технологічної ланки екструзії, такої як вивантаження, вимірювання розплаву, тяга тощо;
- Використовуйте литий мідний нагрівач, який може витримувати температуру екструзійної обробки до 500 ℃;
- Оснащений системою дозувального насоса, щоб забезпечити точність екструзії розплавленого матеріалу, збільшити тиск головки матриці, щоб уникнути утворення порожнин всередині;
- Спеціальна конструкція резервуара для лиття під тиском гарячим повітрям, що підходить для високотемпературного матеріалу PEEK, процесу охолодження водорозчинного матеріалу PVA;
- Завдяки онлайн-виявленню зовнішнього діаметра та функції автоматичного контролю зворотного зв'язку, допуск розмірів виробу контролюється до мінімуму для підвищення рівня автоматизації всієї лінії;
- Сервопроводка траверси + програмне керування PLC для досягнення точності в режимі реального часу та акуратного намотування, для акуратного намотування можна використовувати як велику, так і малу котушку.